

Mill test reports represent critical verification documents in manufacturing supply chains, yet many procurement and compliance professionals struggle to interpret the technical data they contain. Understanding how to read a mill test report correctly determines whether materials meet regulatory requirements, contractual specifications, and quality standards.
A mill test report (MTR), also called a mill test certificate or material test report, certifies that raw materials or components conform to specified standards and chemical compositions. Misreading MTR documents creates compliance exposure, quality failures, and regulatory violations across REACH, RoHS, and other substance restriction frameworks.
This guide provides field-by-field MTR interpretation for procurement teams, quality engineers, and compliance managers who verify material compliance across global supply chains.
Table of Contents
What Is a Mill Test Report and Why It Matters
Standard MTR Format and Required Information
How to Read Chemical Composition Data
Understanding Mechanical Properties on MTRs
Heat Number and Traceability Requirements
Material Grade and Specification Verification
Test Standards and Certification Marks
Common MTR Reading Mistakes That Create Compliance Risk
Industry-Specific MTR Requirements
How AI Automates Mill Test Report Analysis
Frequently Asked Questions
Conclusion
What Is a Mill Test Report and Why It Matters
A mill test report documents that materials produced by a mill, foundry, or manufacturer conform to specified standards. MTR documents accompany raw materials like steel, aluminum, copper, and specialty alloys through the supply chain.
Purpose and Regulatory Function
Mill test certificates serve multiple compliance and verification functions. They provide traceability from finished product back to raw material source, verify chemical composition meets specifications and regulatory limits, confirm mechanical properties satisfy performance requirements, and document testing methodology and certification.
For product compliance management, MTR documents enable BOM-level material mapping by identifying exact chemical composition of components. This substance-level data determines compliance with REACH SVHC restrictions, RoHS substance limits, and other material-specific mandates.
When MTR Documents Are Required
Procurement contracts typically require MTR submission for regulated industries including aerospace, automotive, medical devices, and energy storage applications. Customers specify MTR requirements in purchase orders, quality agreements, and material specifications.
Regulatory frameworks increasingly require material traceability documentation. EU Batteries Regulation mandates digital battery passports with material composition data. Construction standards require certified test reports for structural materials. Conflict minerals compliance verification relies on material source documentation.
Standard MTR Format and Required Information
While mill test report formats vary by manufacturer and material type, standardized information categories appear on most MTR documents. Understanding the mill test certificate interpretation process requires recognizing these core sections.
Essential MTR Components
Header Information:
Manufacturer name and facility location
MTR document number and issue date
Purchase order or contract reference
Customer name and delivery address
Material description and quantity
Material Identification:
Product form (sheet, plate, bar, tube, wire)
Dimensions and weight
Material grade and specification standard
Heat number or lot number
Mill or factory identification code
Chemical Composition Analysis:
Elemental composition percentages
Testing method and equipment used
Specification limits for comparison
Actual measured values
Mechanical Properties:
Tensile strength
Yield strength
Elongation percentage
Hardness measurements
Impact test results (when applicable)
Certification and Compliance:
Test standards applied (ASTM, EN, ISO)
Authorized signature and title
Quality management certification marks
Declaration of conformity statement
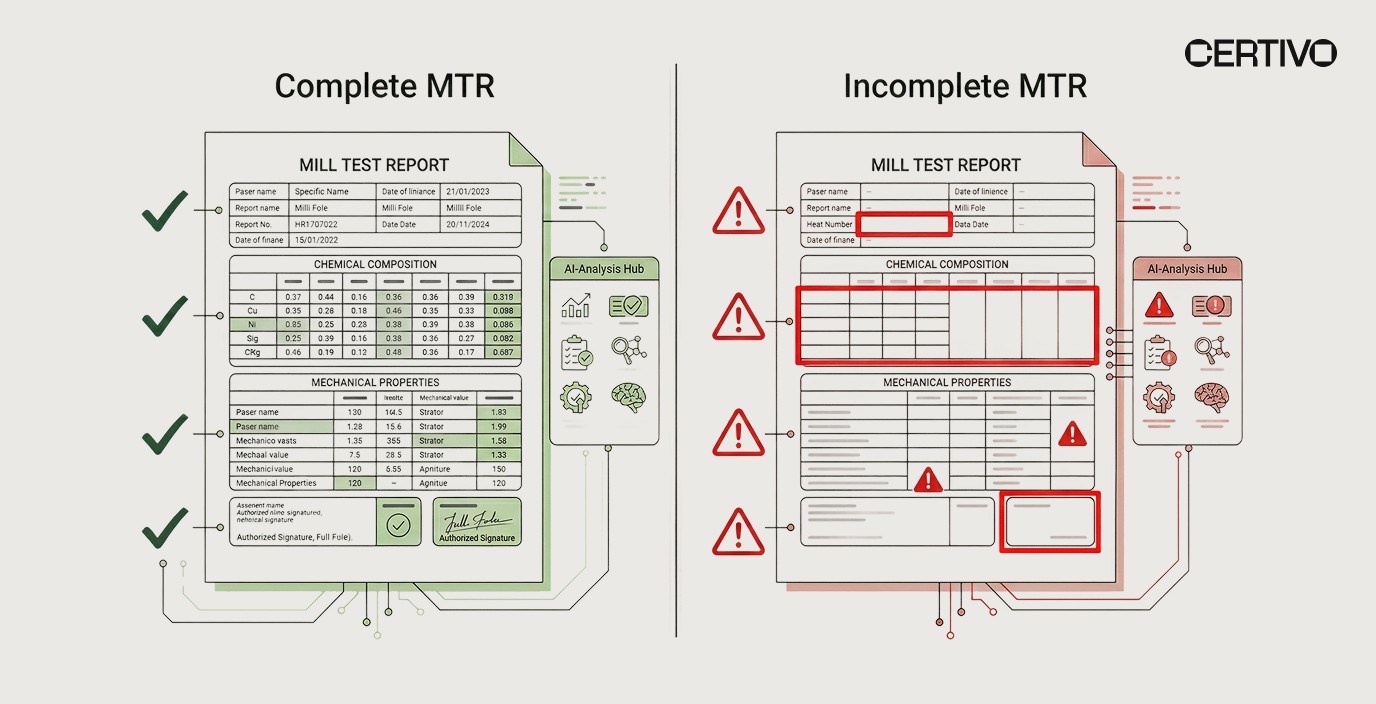
Understanding material test reports requires verifying that all required sections contain complete data. Missing fields indicate incomplete documentation that creates compliance gaps.
How to Read Chemical Composition Data
Chemical composition represents the most critical section for regulatory compliance verification. This data determines whether materials comply with substance restrictions and specification requirements.
Reading the Composition Table
Mill test reports present chemical composition in tabular format showing element symbols (Fe, C, Mn, Si, Cr, Ni, etc.), specification limits (minimum and maximum percentages), actual measured values from testing, and units of measurement (typically weight percentage or ppm).
For example, a stainless steel MTR might show:
Carbon (C): Max 0.08% / Actual 0.045%
Chromium (Cr): 18.0-20.0% / Actual 18.7%
Nickel (Ni): 8.0-10.5% / Actual 8.9%
Lead (Pb): Not specified / Actual <0.001%
Each element must fall within specified ranges. Values outside specification limits indicate non-conforming material. RoHS compliance verification specifically examines lead, mercury, cadmium, and hexavalent chromium concentrations against maximum limits.
Substance-Specific Regulatory Concerns
Chemical composition data enables REACH compliance assessment by identifying whether materials contain SVHCs above 0.1% weight by weight. Trace elements listed on MTR documents inform PFAS risk assessment for fluoropolymer coatings and specialized alloys.
BOM-level compliance intelligence systems extract chemical composition from MTR documents and map substances to regulatory databases. This automation replaces manual cross-referencing that creates data entry errors and compliance gaps.
Common Composition Reading Errors
Misinterpreting units causes frequent errors. Percentage (%) differs from parts per million (ppm) by four orders of magnitude. Confusing maximum limits with actual values creates false compliance conclusions. Overlooking trace elements not specified in grade standards but present in material misses regulatory reporting obligations.
MTR documents sometimes show elements as "not detected" or "below detection limit" rather than zero. Understanding material test reports requires recognizing that analytical methods have detection limits—typically 0.001% to 0.01% depending on element and technique.
Understanding Mechanical Properties on MTRs
Mechanical properties verify that materials meet performance requirements for intended applications. While less critical for regulatory compliance than chemical composition, mechanical property data confirms material suitability.
Key Mechanical Property Fields
Tensile Strength: Maximum stress material withstands before breaking. Measured in MPa (megapascals) or psi (pounds per square inch). Specification typically provides minimum required value.
Yield Strength: Stress at which material begins permanent deformation. Critical for structural applications. Measured in same units as tensile strength.
Elongation: Percentage increase in length before fracture. Indicates ductility. Higher values mean more formable material.
Hardness: Resistance to indentation or scratching. Multiple scales exist (Rockwell, Brinell, Vickers). Specification indicates which scale and acceptable range.
Impact Resistance: Energy absorbed during fracture. Measured using Charpy or Izod test methods. Particularly important for low-temperature applications.
Verifying Mechanical Property Compliance
Each mechanical property includes specification limits and actual test results. Values must fall within acceptable ranges. For critical applications in aerospace or medical devices, mechanical properties undergo additional verification testing.
Some specifications require testing at specific temperatures or orientations. MTR documents should note test conditions. Room temperature data cannot substitute for elevated or cryogenic temperature requirements.
Heat Number and Traceability Requirements
Heat numbers provide unique identification for material batches, enabling complete traceability from finished product back through manufacturing process to raw material source.
What Heat Numbers Represent
A heat number (also called heat code, lot number, or batch number) identifies a specific production batch of material. All material from one heat shares identical chemical composition and mechanical properties within normal process variation.
Heat numbers typically combine letters and numbers in formats like: A12345, 2024-H-987, or FG456789. Format varies by manufacturer but must be unique within that facility's production system.
Traceability and Compliance Functions
Heat number traceability enables several critical compliance functions. If a quality issue or non-conformance is discovered, the heat number identifies all affected material. Regulatory investigations require tracing components to raw material source. Customer complaints trigger heat-specific investigations.
For conflict minerals compliance, heat numbers link finished products to smelter and refiner sources. Supply chain transparency depends on maintaining heat number records through all manufacturing stages.
Marking and Documentation Requirements
Materials often display heat numbers through stamping, etching, tagging, or printing directly on components. MTR documents must clearly show heat number matching physical markings. Discrepancies between MTR heat number and component marking indicate documentation control failures.
Aerospace compliance requires positive material identification (PMI) testing to verify that physical material matches MTR documentation. Spectroscopic analysis confirms chemical composition matches claimed heat number.
Multi-Heat Documentation
Large orders sometimes include material from multiple heats. Each heat requires separate MTR documentation. Mixing materials from different heats without proper identification creates traceability failures. Quality management systems must track heat numbers through production, inventory, and shipping.
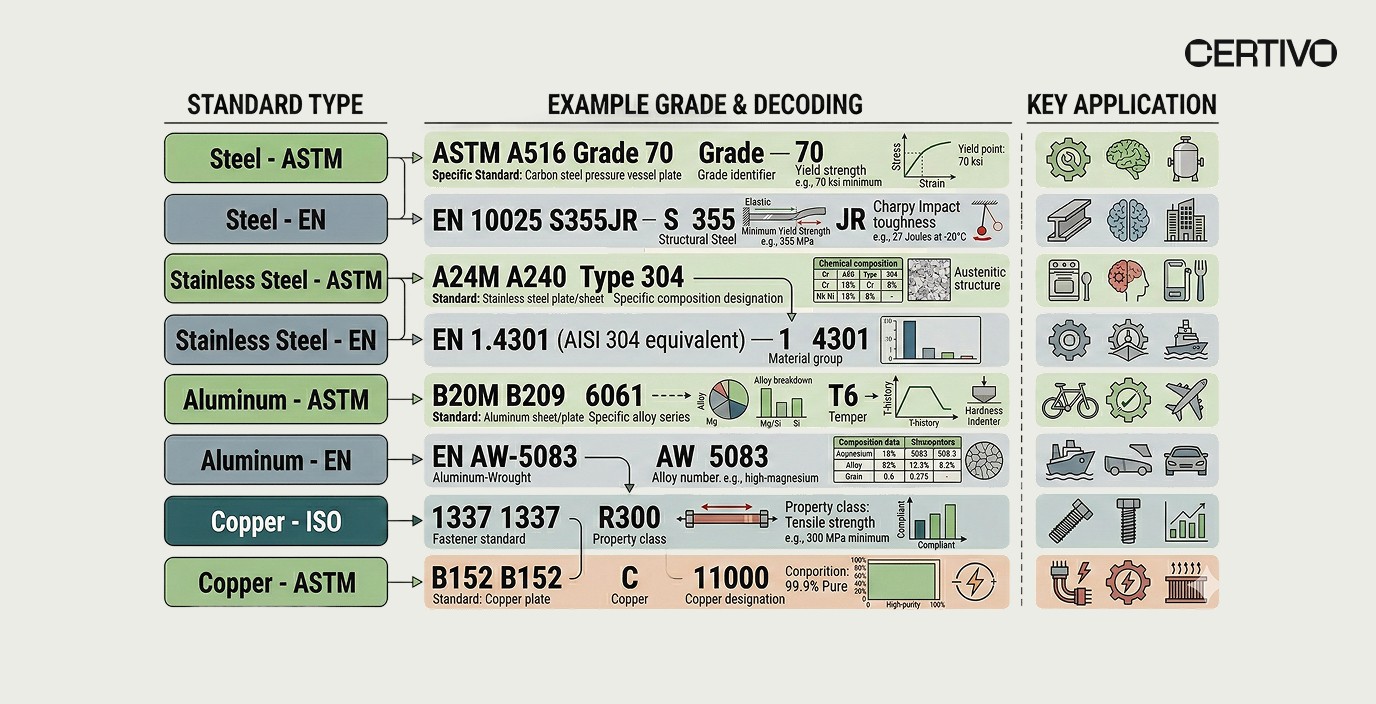
Material Grade and Specification Verification
Material grade designations reference industry standards that define chemical composition ranges, mechanical property requirements, and testing procedures.
Common Specification Standards
ASTM Standards (American Society for Testing and Materials): Most common in North America. Example: ASTM A36 (structural steel), ASTM A240 (stainless steel plate).
EN Standards (European Norms): Used in EU and globally. Example: EN 10088 (stainless steels), EN 10025 (structural steels).
ISO Standards (International Organization for Standardization): Global application. Example: ISO 6892 (tensile testing), ISO 4967 (steel surface quality).
Industry-Specific Standards: Aerospace uses AMS (Aerospace Material Specifications), automotive references SAE (Society of Automotive Engineers), medical devices follow ASTM F standards.
Verifying Grade Conformance
MTR documents must explicitly reference applicable specification standards. Generic material descriptions without standard references provide insufficient verification. The specified grade determines acceptable ranges for chemical composition and mechanical properties.
Understanding how to read a mill test report requires comparing actual test values against specification limits. All parameters must fall within acceptable ranges. Even one element outside specification makes material non-conforming.
Semiconductor manufacturing and industrial electronics often specify tighter tolerances than standard grades. Custom specifications require MTR documents showing both standard limits and customer-specific requirements.
Material Substitution Risks
Using materials with different grade designations than specified creates compliance and performance risks. Grades with similar names may have significantly different properties. For example, 304 and 316 stainless steel serve different corrosion resistance requirements.
Contract manufacturers must verify that supplied materials match purchase order specifications exactly. Supplier compliance verification includes comparing MTR grade designations against contracted materials.
Test Standards and Certification Marks
Mill test reports reference specific testing standards and may include quality management certification marks that verify manufacturing process controls.
Testing Method Standards
MTR documents should identify testing standards used for chemical analysis and mechanical testing. Common standards include:
Chemical Analysis:
ASTM E1479 (spectroscopy methods)
ISO 14284 (steel chemical composition)
EN 10204 (metallic products inspection)
Mechanical Testing:
ASTM E8 / ISO 6892 (tensile testing)
ASTM E18 (hardness testing)
ASTM E23 / ISO 148 (impact testing)
Testing method references demonstrate that manufacturer followed recognized procedures. Non-standard or unspecified testing methods raise verification concerns.
EN 10204 Certificate Types
European standard EN 10204 defines inspection certificate types with different verification levels:
Type 2.1: Declaration of compliance by manufacturer without independent verification.
Type 2.2: Declaration of compliance with test results from manufacturer.
Type 3.1: Test results certified by manufacturer's authorized inspection representative independent from production.
Type 3.2: Test results certified by manufacturer's authorized inspector and verified by independent inspector or regulatory authority.
Higher certificate types provide stronger verification. Critical applications typically require Type 3.1 or 3.2 certificates. Continuous audit-ready documentation systems track certificate types across supplier base.
Quality Management Certifications
MTR documents may display certification marks indicating quality management system compliance:
ISO 9001 (quality management)
AS9100 (aerospace quality)
IATF 16949 (automotive quality)
ISO 13485 (medical devices)
While not part of material verification itself, these marks indicate systematic quality controls during production. Supplier risk scoring considers quality certifications when assessing supplier reliability.
Common MTR Reading Mistakes That Create Compliance Risk
Misinterpreting mill test certificates generates compliance failures, quality issues, and regulatory violations. Understanding common errors prevents costly mistakes.
Frequent Interpretation Errors
Confusing Specification Limits with Actual Values: MTR tables show both specification ranges and measured results. Reading specification maximum as actual value creates false non-compliance conclusions. Always verify which column contains actual test data.
Ignoring Units of Measurement: Chemical composition appears in percentages (%), parts per million (ppm), or parts per billion (ppb). Mechanical properties use MPa, psi, Rockwell scales, or other units. Unit confusion causes orders-of-magnitude errors.
Overlooking Trace Elements: Elements not part of grade specification still appear on MTR documents. These trace elements may trigger RoHS restrictions or REACH SVHC notifications even at low concentrations.
Accepting Incomplete Documentation: Missing fields, absent signatures, or unspecified test methods indicate inadequate documentation. Incomplete MTR documents cannot verify compliance and create audit exposure.
Failing to Verify Heat Number Consistency: Heat number on MTR must match physical material markings. Discrepancies indicate mix-ups or documentation errors that compromise traceability.
Misunderstanding Detection Limits: "Not detected" or "<0.001%" does not mean zero. Analytical methods have detection thresholds. Substances present below detection limits still exist but cannot be quantified.
Ignoring Certificate Type: EN 10204 certificate types provide different verification levels. Type 2.1 manufacturer declarations carry less weight than Type 3.2 certificates with independent inspection.
Impact on Regulatory Compliance
MTR reading errors directly affect compliance verification. Incorrect composition interpretation leads to false REACH compliance conclusions. Missing mechanical property verification creates product liability exposure. Heat number mistakes destroy traceability required for conflict minerals reporting.
AI-powered mill test report analysis eliminates human interpretation errors by automatically extracting composition data, verifying values against specifications, cross-referencing substances against regulatory databases, and flagging incomplete or inconsistent documentation.
Industry-Specific MTR Requirements
Different industries impose additional MTR documentation requirements beyond standard material certification. Understanding these sector-specific expectations prevents compliance gaps.
Aerospace and Defense
Aerospace compliance requires stringent material traceability and verification. MTR requirements include:
AMS (Aerospace Material Specification) conformance documentation
Positive material identification (PMI) test correlation
Full chemical composition analysis including trace elements
Mechanical property testing with temperature specifications
Certificate of Conformance (C of C) with authorized signatures
Traceability to specific melting and production lots
Material substitution without proper documentation approval violates aerospace quality requirements. Supply chain security considerations require verified MTR documents throughout multi-tier supplier networks.
Medical Devices
Medical device manufacturing requires materials meeting biocompatibility and sterilization compatibility requirements. MTR documents must show:
Compliance with ASTM F standards for surgical materials
Biocompatibility test data or references
Surface finish specifications for implantable devices
Lot-specific traceability for implant components
Declaration of conformity with medical device regulations
Material changes require revalidation and regulatory notification. MTR documentation establishes material consistency across production lots.
Automotive
Automotive compliance emphasizes process control and statistical validation. MTR requirements include:
IATF 16949 quality system documentation
PPAP (Production Part Approval Process) material records
Statistical process control data for composition and properties
Compliance with OEM-specific material specifications
Conflict minerals declarations for sourcing transparency
Automotive suppliers must maintain MTR records for contractually specified retention periods—often 15+ years for critical safety components.
Construction and Building Materials
Construction compliance requires certified test reports for structural materials. Requirements include:
Building code compliance documentation
Third-party testing laboratory verification
Project-specific material certifications
Weld procedure qualification records referencing MTR data
As-built documentation for structural steel
Building inspectors verify MTR documents during construction approval processes. Missing or inadequate documentation halts construction progress.
Electronics and Semiconductors
Semiconductor manufacturing and industrial electronics require materials meeting stringent purity specifications. MTR documents show:
Ultra-high purity grades with ppb-level impurity specifications
RoHS compliance for restricted substances
Outgassing characteristics for vacuum applications
Electrical conductivity or resistivity measurements
Surface contamination analysis
Electronic assembly requires BOM-level material mapping linking MTR data to component specifications for regulatory reporting.
How AI Automates Mill Test Report Analysis
Manual MTR review consumes substantial engineering and compliance resources while introducing interpretation errors. AI-native compliance automation transforms document-intensive verification into automated substance-level intelligence.
CORA-Powered MTR Processing
CORA intelligence extracts structured data from mill test reports regardless of format variation. The system automatically performs data extraction from PDF, scanned, or photographed MTR documents, chemical composition identification and substance mapping, regulatory cross-reference against REACH, RoHS, PFAS, and other frameworks, specification limit verification and out-of-range flagging, and heat number tracking and traceability linkage.
Mill test report analysis reduces processing time from hours per document to seconds. CORA-driven compliance intelligence eliminates data entry errors and ensures consistent interpretation across thousands of supplier documents.
Integration with Compliance Workflows
AI-powered MTR analysis integrates with broader compliance management systems. Extracted composition data populates BOM-level compliance intelligence databases. Substance-level information feeds regulatory reporting requirements. Heat number traceability links to finished product serial numbers.
Supplier self-service portals automatically process uploaded MTR documents and flag missing or inconsistent information. This automation accelerates supplier data collection while maintaining verification rigor.
Continuous Compliance Monitoring
As regulations change and new substances face restriction, CORA intelligence automatically reassesses historical MTR data. When ECHA adds SVHCs to the candidate list or EPA restricts additional PFAS compounds, the system identifies which materials and products contain affected substances.
This regulatory intelligence and horizon scanning capability transforms reactive compliance into proactive risk management. Manufacturers identify regulatory exposure before enforcement begins rather than during audits or customer complaints.
Audit-Ready Documentation
Automated MTR processing maintains continuous audit-ready documentation with complete traceability from finished products through components to raw material certifications. System-generated audit packages include organized MTR documents by product, BOM, or regulatory framework, composition summaries showing substance presence across portfolios, traceability reports linking products to heat numbers and suppliers, and compliance verification demonstrating conformance with applicable regulations.
This systematic approach replaces manual documentation assembly that consumes weeks of effort during audit preparation.
Frequently Asked Questions
What is the difference between a mill test report and a certificate of conformance?
A mill test report contains actual test data showing chemical composition and mechanical properties measured during production. A certificate of conformance (C of C) is a declaration that material meets specified requirements but may not include detailed test results. MTR documents provide substantive verification while C of C documents offer only attestation. Most regulated industries require MTR documents rather than accepting certificates of conformance alone.
How long should companies retain mill test reports?
Retention requirements vary by industry and contract terms. Aerospace typically requires 15+ years, automotive 15 years minimum, medical devices for product lifetime plus statutory period, and construction through building life for structural materials. Companies should maintain MTR documents for the longest applicable requirement. Continuous audit-ready documentation systems provide organized long-term storage with instant retrieval capability.
Can mill test reports be altered or falsified?
MTR falsification occurs but creates severe legal and safety consequences. Verification methods include cross-referencing heat numbers with mill production records, conducting independent material testing (PMI or full analysis), verifying authorized signatures and certification marks, and checking for document anomalies or inconsistencies. Supplier risk scoring systems flag suspicious patterns in supplier documentation. Third-party verification through Type 3.2 EN 10204 certificates reduces falsification risk.
What should I do if an MTR shows values outside specification limits?
Material with out-of-specification test results is non-conforming and should not be used. Appropriate actions include immediately quarantining affected material, notifying the supplier and requesting replacement, conducting material review to assess whether deviation is acceptable (with proper engineering authorization), documenting the non-conformance and corrective action, and implementing receiving inspection to prevent future non-conforming material acceptance. Never use out-of-spec material without formal engineering approval and documented justification.
How does AI-powered MTR analysis improve compliance verification?
CORA-powered MTR processing eliminates manual data entry and interpretation errors while accelerating verification. The system automatically extracts chemical composition from any MTR format, cross-references substances against regulatory restriction lists, flags compliance concerns requiring attention, maintains traceability across product portfolios, and generates audit documentation. This automation enables manufacturers to verify compliance across thousands of components while reducing compliance team workload. AI tools for compliance management transform document-intensive verification into strategic intelligence.
Conclusion
Understanding how to read a mill test report correctly protects manufacturers from compliance violations, quality failures, and supply chain disruptions. MTR documents provide essential verification of chemical composition, mechanical properties, and material traceability required for regulatory compliance across REACH, RoHS, and industry-specific standards.
Systematic MTR interpretation requires verifying chemical composition against specification limits and regulatory thresholds, confirming mechanical properties meet performance requirements, validating heat number consistency with physical markings, checking test standards and certification marks, and identifying incomplete or inconsistent documentation requiring resolution.
Manual MTR review creates bottlenecks as supply chains expand and regulatory requirements multiply. AI-native compliance automation eliminates interpretation errors, accelerates supplier verification, and maintains continuous audit-ready documentation at scale. Explore how Certivo automates mill test report analysis and substance-level compliance verification across global supply chains.
Lavanya
Lavanya is an accomplished Product Compliance Engineer with over four years of expertise in global environmental and regulatory frameworks, including REACH, RoHS, Proposition 65, POPs, TSCA, PFAS, CMRT, FMD, and IMDS. A graduate in Chemical Engineering from the KLE Institute, she combines strong technical knowledge with practical compliance management skills across diverse and complex product portfolios.
She has extensive experience in product compliance engineering, ensuring that materials, components, and finished goods consistently meet evolving international regulatory requirements. Her expertise spans BOM analysis, material risk assessments, supplier declaration management, and test report validation to guarantee conformity. Lavanya also plays a key role in design-for-compliance initiatives, guiding engineering teams on regulatory considerations early in the product lifecycle to reduce risks and streamline market access.
Her contributions further extend to compliance documentation, certification readiness, and preparation of customer deliverables, ensuring transparency and accuracy for global stakeholders. She is adept at leveraging compliance tools and databases to efficiently track regulatory changes and implement proactive risk mitigation strategies.
Recognized for her attention to detail, regulatory foresight, and collaborative approach, Lavanya contributes significantly to maintaining product compliance, safeguarding brand integrity, and advancing sustainability goals within dynamic, globally integrated manufacturing environments.